
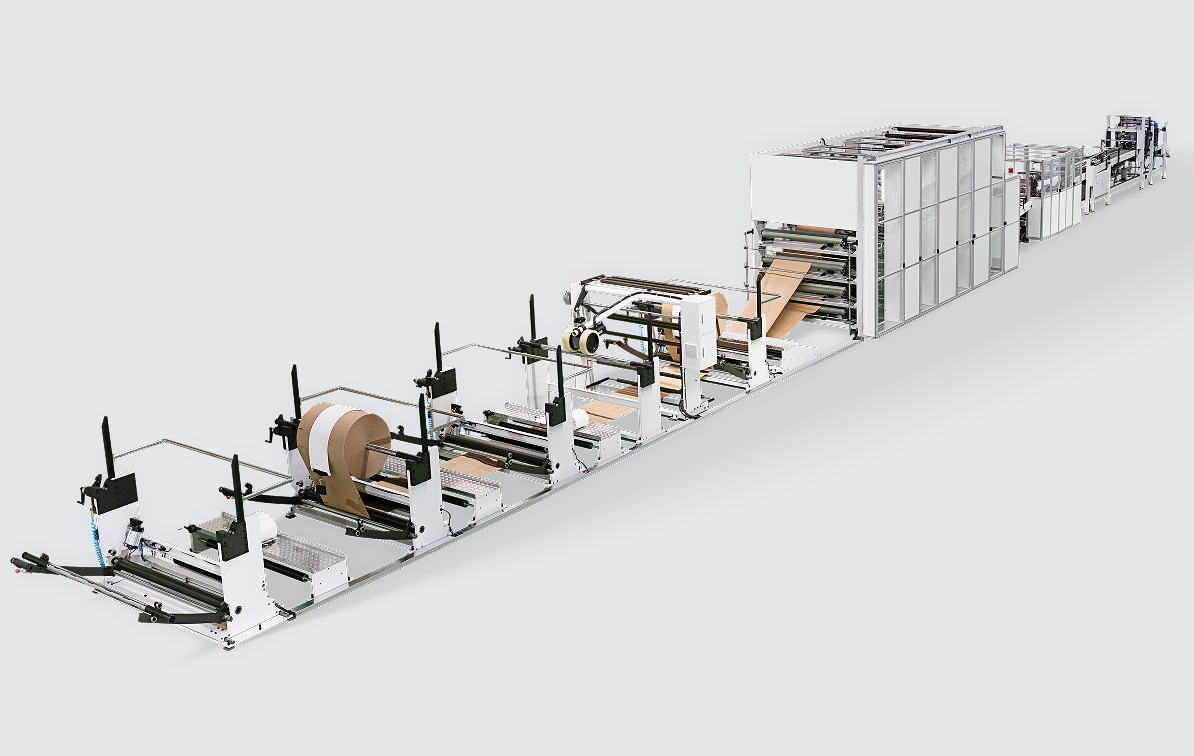

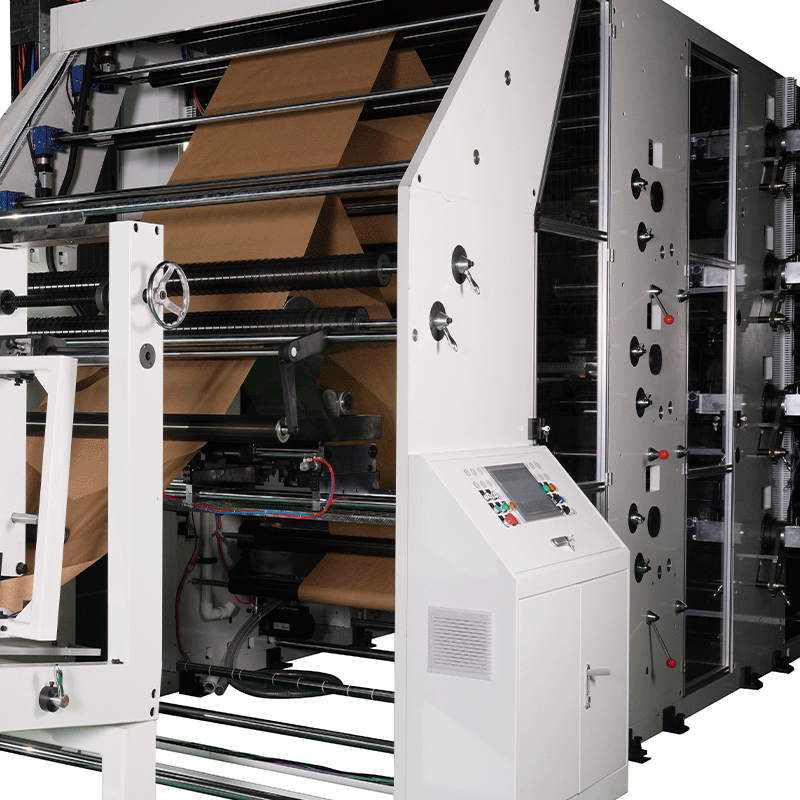
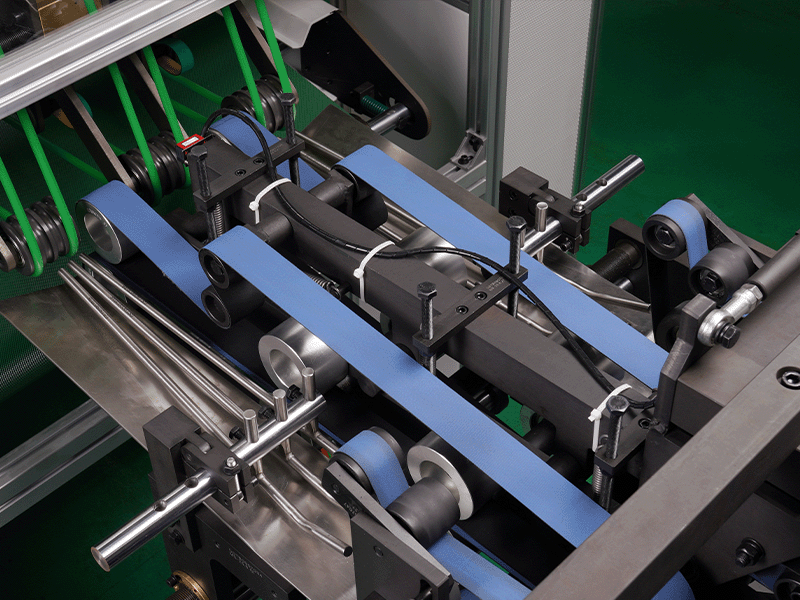
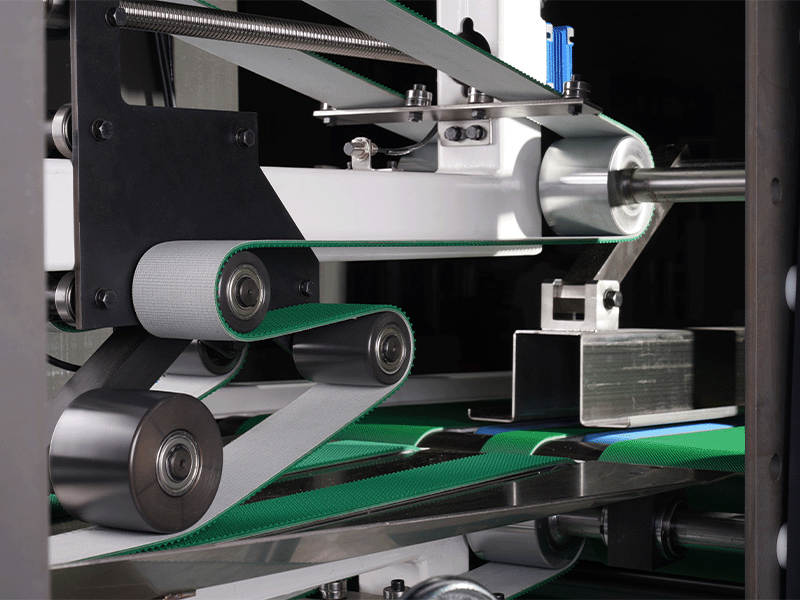
全自动智能高速制筒机,这是一款专为现代包装行业设计的高效、可靠的生产设备。它能将卷筒纸(如牛皮纸、复合纸、食品级纸等)自动加工成高质量的圆筒,是生产水泥袋、干粉砂浆袋、食品包装袋、礼品牛皮纸袋、手提袋筒身等产品的理想选择。
本制筒机采用先进的PLC控制系统和精密的机械设计,确保了从放卷、涂胶(或热熔)、成型、牵引到定长切割的全过程自动化、高精度运行。无论是追求高强度的工业包装(如水泥、砂浆),还是注重安全卫生的食品包装,亦或是追求美观的礼品包装,我们的制筒机都能提供稳定、一致的优质筒体,显著提升您的生产效率和产品品质。
| TBGS2025高速智能制筒机主要参数 | |
| 机型 | TBGS2025 |
| 正常生产速度 | 1.280-350个/分钟(砂浆建材袋) 2.200-250个/分钟(适用于化工袋) |
|
可生产袋筒宽度 |
350-680毫米 |
|
可生产袋筒长度 |
500-1350毫米 |
|
可生产袋筒层数 |
2-4纸+1层PE膜,纸 |
|
可生产筒型 |
错位、直切扯断分离 |
|
上卷规格 |
最大直径1300mm,最大宽度1400mm |
|
间隙刺孔规格 |
5-25mm(单纸可有4种针距可选)、单双凸轮可切换 |
|
横向虚切 |
伺服自动变径、可单双切刀切换 |
|
横向点胶 |
点胶方式可单双排点胶切换 |
|
中缝上胶 |
抹胶方式可单双上胶盘切换 |
| 总功率 | 85kw |
|
外观尺寸 |
L40m×W2.98m×H3.2m |
| 重量 | 约40吨 |
放卷架→纠编→间隙刺孔→横向虚切→横向点胶→中缝上胶→袋筒成型→牵引扯断(虚切)→输送整理分离→堆叠送出
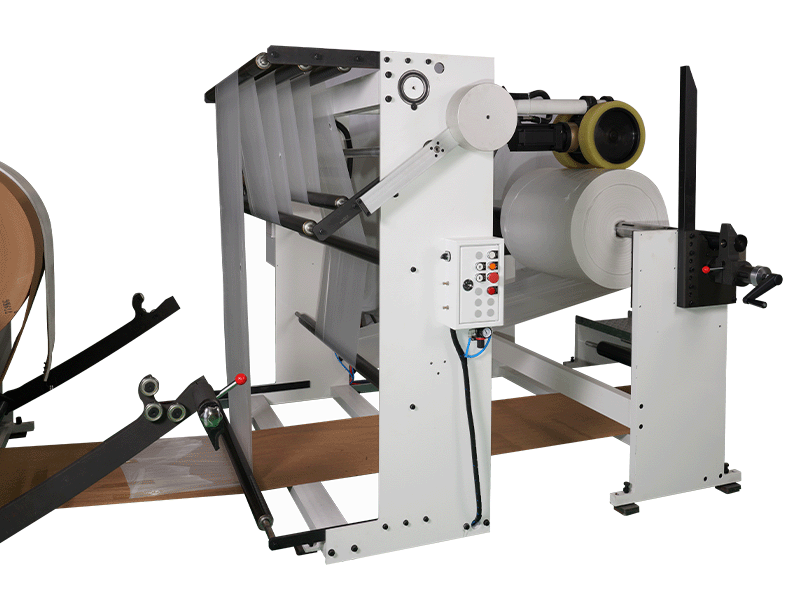
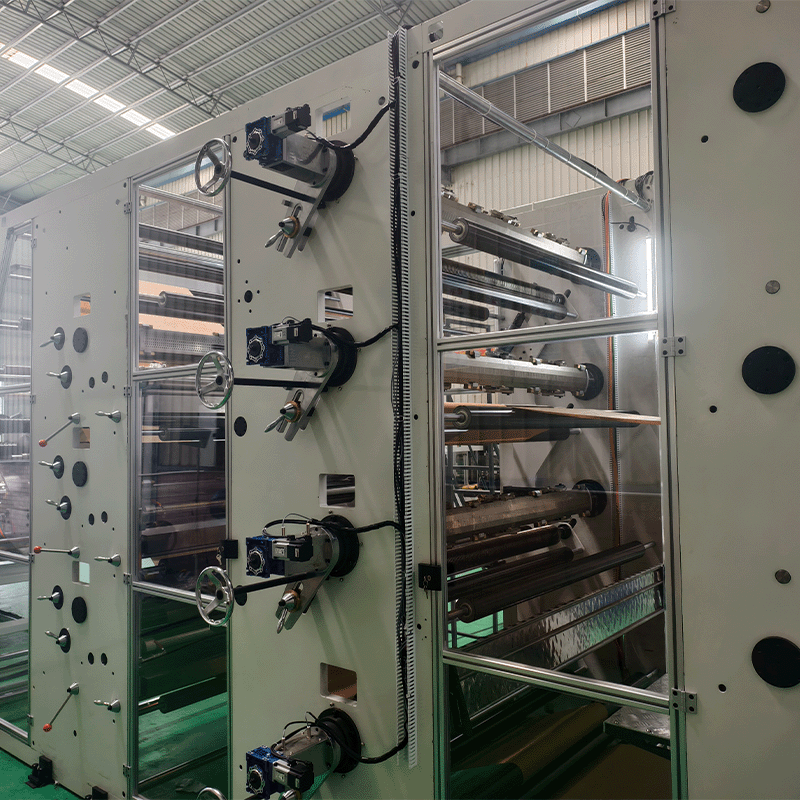
1.1机组共有4个纸卷架(配有副纸支承架),1个主动放膜机架(配有伺服主动放膜),1组纸张分层架,5个纸卷气胀轴,5套刹车皮,每个纸架配备有1组控制开关。
1.2各纸卷最大卷径1300mm,最大幅宽1400mm,面纸卷架配有一套电子纠编控制系统。
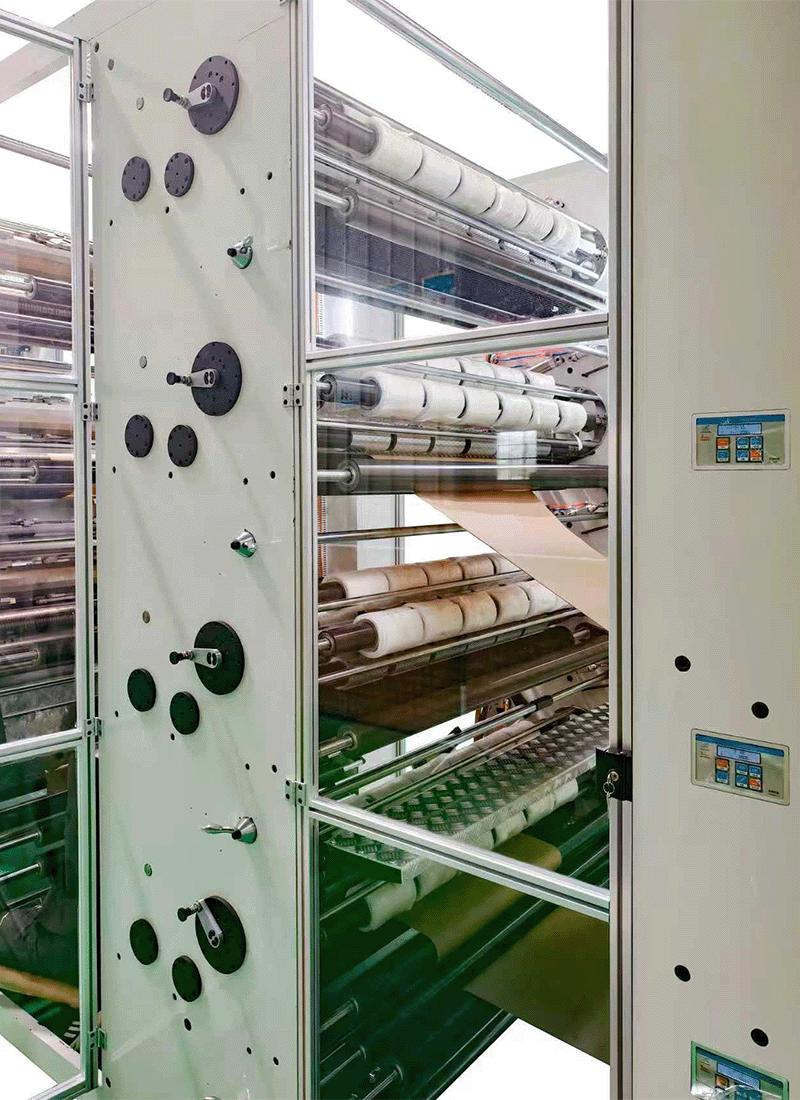
2.1机组上下组成有4组前过纸辊组,4组后摩擦胶辊组,4组电子纠编仪器及
探头件。
2.2使用中主要作用是导向各纸张前行,为纵向上胶、成型做好定位,纠编探头可以根据不同工艺进行左右调整。
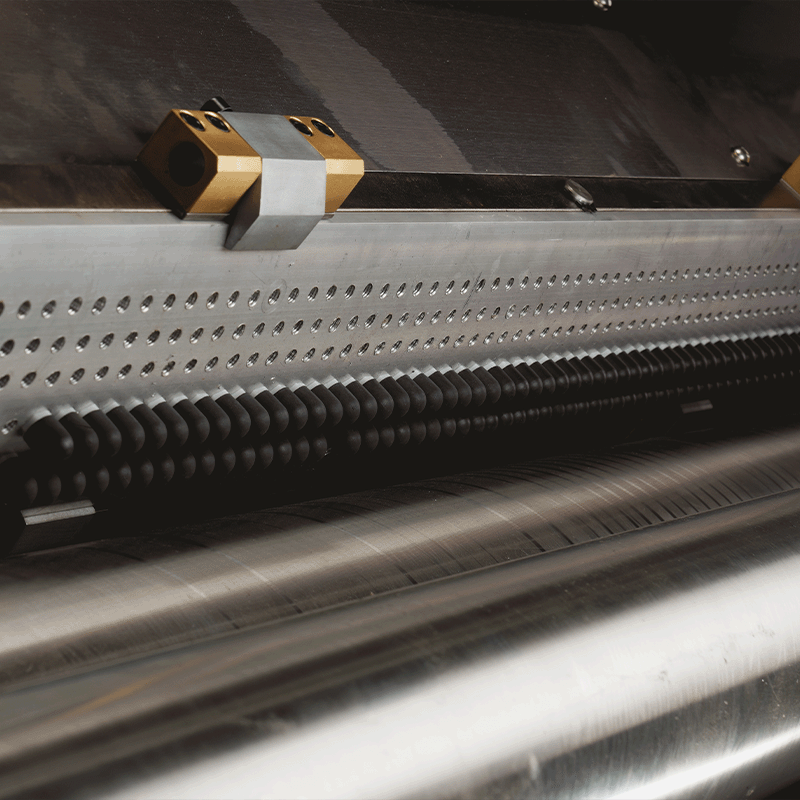
3.1机组上下组成有4组间隙刺孔机构,其中每组间隙刺孔机构由1组毛刷底辊组,每层纸分别有4组刺孔针套(每刺孔辊都可以根据不同工艺随时在线切换);1组辅助牵引(传动方式为伺服加同步带传动链);1组抬升凸轮(传动方式为伺服+同步带传动链,运转方式为单双凸轮可切换)。
3.2机组有1组伺服传动同步控制运行,1组由伺服控制的双凸轮传动同步控制运行,1套颜色传动感控制;传动方式为伺服加同步带传动链。
3.3组间隙刺孔机构可根据不同工艺需求,进行数据调整刺孔长度来满足纸袋排气效果。
3.4机组配备有1组控制开关。
4.1机组上下组成有4组自动变径虚切机构,其中每组自动变径虚切机构由1组
M刀体(M刀体配有自动变径功能,其控制为配方伺服控制,M刀体可以根据工艺长度需求来满足相应切纸工作直径,达到高速运转的同步性);1组刀槽辊体(刀槽辊体之间固定连接,方便每次变径工作相应位置配合移动,移动方式由配方伺服控制,而每组辊体都可以根据弯刀工艺左右调节来满足)。
4.2机组有1组伺服同步控制运行,1套颜色传动感控制,传动方式为伺服+同步带传动链,运转方式为单双虚切刀可切换。
4.3机组配备有1组控制开关。
5.1机组上下组成有3组横向点胶机构,其中每组横向点胶机构由1组上胶辊(大辊径运行与点胶辊体同步),1组匀胶辊组(小辊径运行比上胶辊慢),1个承胶盘组成供胶系统;上胶辊上有2排点胶排,每排点胶纵向间距为30mm,横向间距为15mm,上胶辊通过旋转运动把胶点印在其中纸张间,通过成型后点胶粘合,点胶大小可经过调整上胶辊与拌胶辊间的间隙大小。
5.2点胶辊体前后位置,二层、三层可以根据工艺需求进行差速调整点胶位置(其调整为配方伺服控制)
5.3横向点胶1组伺服传动同步控制运行,1套颜色传动感控制,传动方式为伺服加同步带传动链,运转方式为单双点胶可切换。
5.4机组配备有1组控制开关。
6.1中缝上胶机组由1组上胶辊(大辊径运行与中缝上胶盘同步),1组匀胶辊
组(小辊径运行比上胶辊慢),1个承胶盘组成供胶系统;上胶圆盘可根据二层至四层纸或单双同步进行相应更换,4组分层错位调整(根据工艺需求,每组都配有配方伺服控制)。
6.2传动由1组伺服传动同步控制运行,1套颜色传动感控制与横向点胶共用,传动方式为伺服+同步带传动链,运转方式为单双点胶可切换。
6.3机组两侧集成1个主电箱(主要安装伺服驱动相关电器元件),1个主操作电箱(配备有主操作控制屏幕、主控制开关指示灯及按钮等),1个运转速度显示屏。
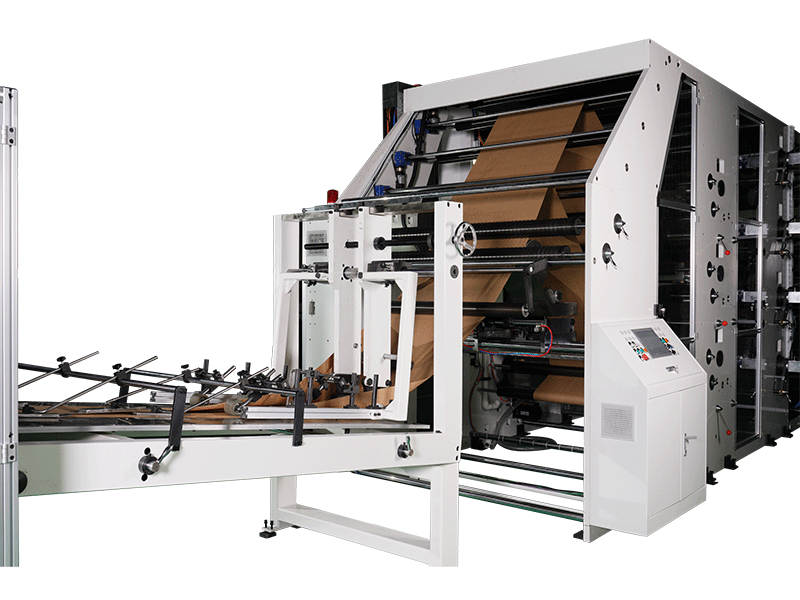
7.1袋筒成型机组由左右1组成型架同步大小调整,成型收合由两侧压纸辊、抚纸板抚平折叠,成型下抬升板越上成型效果越佳。
8.1牵引扯断(虚切)机组由1组M刀体(M刀体配有自动变径功能,其控制为配方伺服控制,M刀体可以根据工艺长度需求来满足相应切纸工作直径,达到高速运转的同步性);1组刀槽辊体;1组前牵引输送(为上下皮带同步压紧输送经过);1组后加速扯断分离输送(为上下皮带抬升同步压紧扯断输出);1组扯断加速输出皮带辊机构;1组扯断凸轮传动组件(根据生产需求切换双单凸轮切换)
8.2前牵引输送传动由1组伺服传动同步控制运行,扯断抬升凸轮由1组伺服传动同步控制,虚切和扯断由1组颜色传感同步控制;传动方式为伺服+同步带传动链
8.3机组配备有1组控制开关。
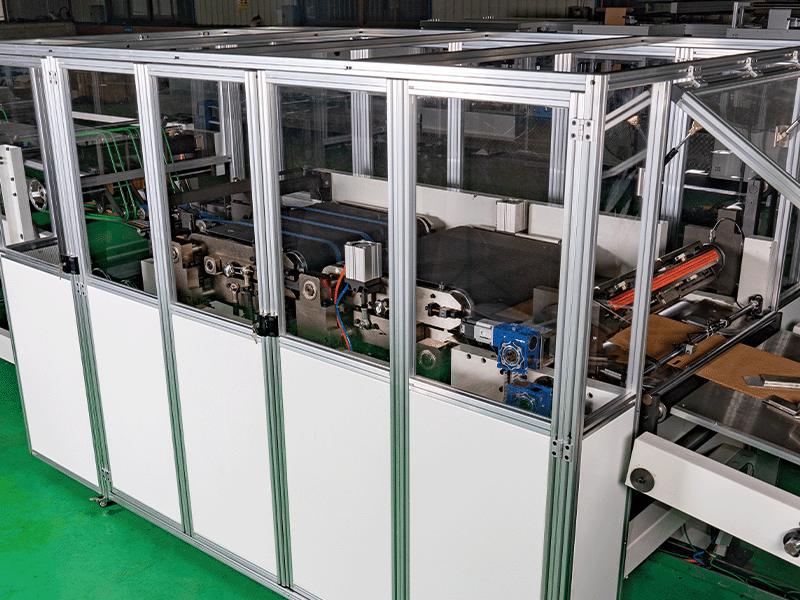
9.1输送整理分离由1组前接收输送皮带组,1组过度整理输送皮带组,1组分离输送组成(传动为普通高频机电+同步带传动)。
9.2输送整理分离由前低后高逐步抬升分离输送,在分离输送处安装有异常处理传感控制,分离长度可以根据筒长来调节。
9.3机组配备有1组控制开关。
10.1堆叠送出由1组堆叠平台,1组输送皮带组,1个收袋平台。
10.2机组配备有1组控制开关。
买家提供试机样袋,卖家提供三卷纸及相应辅料,设备配置及各机组运行状态、生产速度及顺畅度、生产纸袋质量确认,验收标准以双方现场签字确认。
(1)设备的机械、电气技术规格与合同规定的规格一致;
(2) 设备的各部件按机械设备的常规进行验收,如锈蚀、损坏、外观质量是否完好等;
(3)设备的各转动零部件、操作手柄、导辊等转动灵活,电气动部件性能正常稳定,所有仪器仪表工作正常并显示准确;
(4)机械调试结束后,连续进行8h 的生产来确认设备无明显异常声音和发热,及顺畅达到150条/min的生产速度,纸袋质量和合格率达到要求。
|
环境要求 |
|
| 电源 | 三相380V±10%,50Hz |
| 压缩空气 | 压力0.6MPa 流量~0.5m³/min 油水含量≤8mg/m³ |
| 安装高度 | 最高1500m |
| 周围环境 |
相对湿度:在40℃时最大湿度为65%
|
| 厂房要求 | |
| 厂房要求 | 厂房高度:≥6米(糊底机) 厂房高度:≥5米(制筒机) 地面水平:设备放置范围内水平误差≤10mm 厂房排水性好 制筒机放卷机处需安装3吨吊车(行车) |
| TBGS2025高速智能制筒机主要外购件品牌对照表 | |||||
| 序号 | 名 称 | 生产厂商 | 序号 | 名 称 | 生产厂商 |
| 1 | 主操作屏(触摸屏) | 奥地利贝加莱 | 17 | 超声波传感器 | 英萨 |
| 2 | 控制PLC | 奥地利贝加莱 | 18 | 箭头按钮 | 施耐德 |
| 3 | 主电机 | 广东江晟 | 19 | 绿色按钮 | 施耐德 |
| 4 | 色标传感器 | 日本基恩士 | 20 | 红灯指示灯 | 施耐德 |
| 5 | 真空泵 | 德国里其乐 | 21 | 位置伺服电机 | 科士 |
| 6 | 纠偏系统 | 东莞东登 | 22 | 变频器 | 汇川 |
| 7 | 减速机 | 巴斯特 | 23 | 变压器 | 天正 |
| 8 | 转向齿轮箱 | 巴斯特 | 24 | 变码器 | 欧姆龙 |
| 9 | 牵引伺服电机 | 裴叶 | 25 | M12接近开关 | 必得客 |
| 10 | 圆形漫反 | 必得客 | 26 | M8接近开关 | 必得客 |
| 11 | 网关 | 宇泰克 | 27 | 2-两位旋转开关 | 施耐德 |
| 12 | 急停开关 | 施耐德 | 28 | 绿色按钮 | 施耐德 |
| 13 | 镜反射 | 劳易测 | 29 | 角度传感器 | 西域 |
| 14 | 轴承 | 日本NSK | 30 | 分屏操作屏 | 昆仑 |
| 15 | 电控比例阀 | 日本SMC | 31 | 气动刹车 | 上海韩东 |
| 16 | 低压电器配件 | 施耐德或其他大品牌 | |||
推动行业迈向新高度。重新定义效率,释放创新。