
随着科技的进步和市场需求的不断增长,包装行业正在经历一场深刻的变革。近日,恩平市得盛智能科技有限公司推出一款集多项先进技术于一体的全自动阀袋纸袋包装机。该设备不仅显著提高了生产效率,还保证了产品的高品质,为行业树立了新的标杆。
该包装机采用先进的技术和优质的材料,能高效、准确地生产各种规格、各种类型的阀口袋,广泛应用于食品、化工、建材等行业,特别适合大批量粉状、颗粒状物料的快速灌装封口。
特点和优势:
1.八组吸排高速旋转真空吸附物料

①有双气管真空配气系统
②托、堵料同步送料调节功能
③德国进口“Lichle”真空泵
大圆盘辊设有八组吸排,每组吸排与真空空气输入反向旋转,袋管吸气后随大圆盘辊旋转至闭气处,纸袋在上下输送带相切处反向送出。真空闭气采用正压空气干涉、机械凸轮放气方式,使机组送料效果达到高速、平稳。
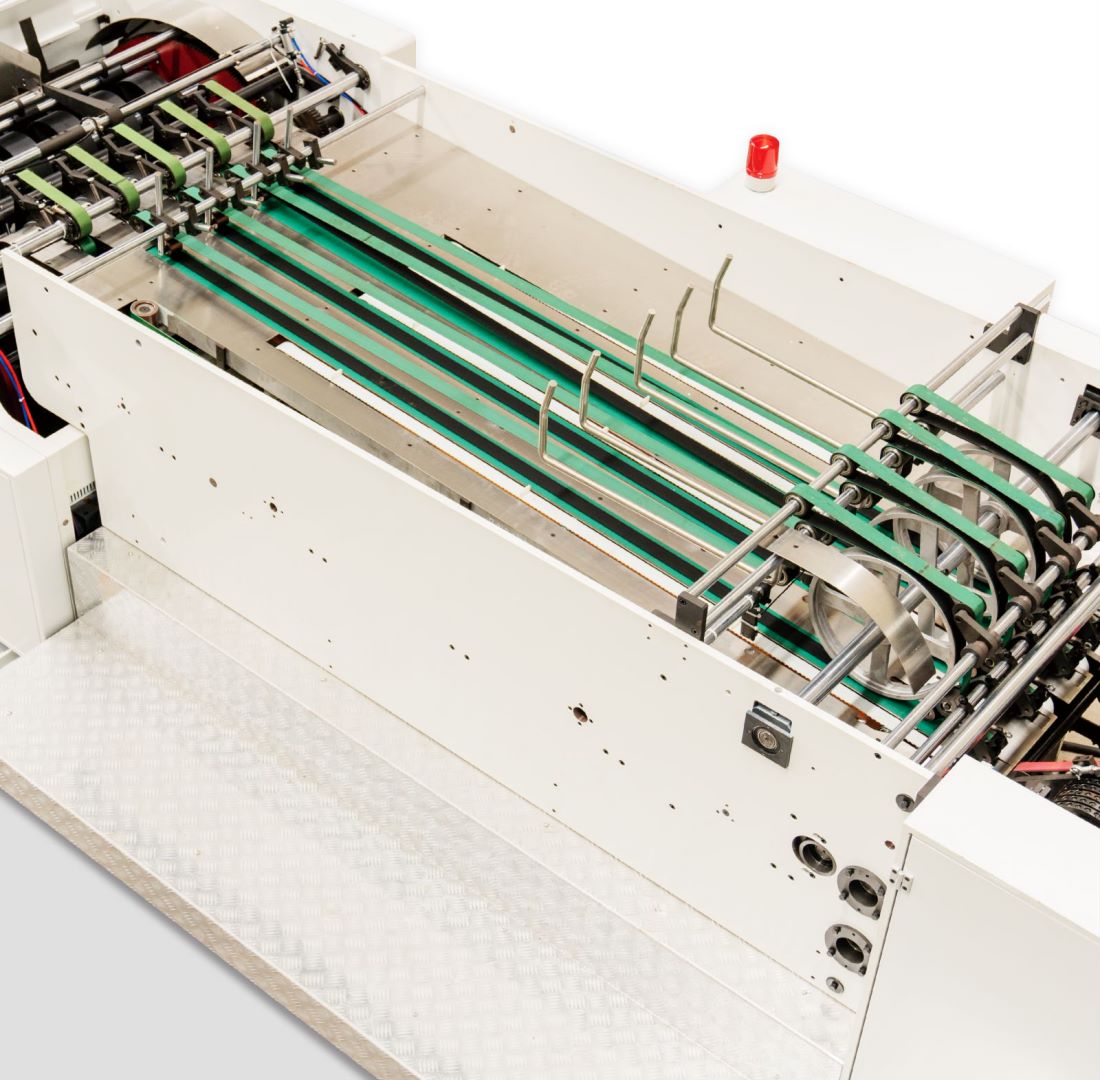
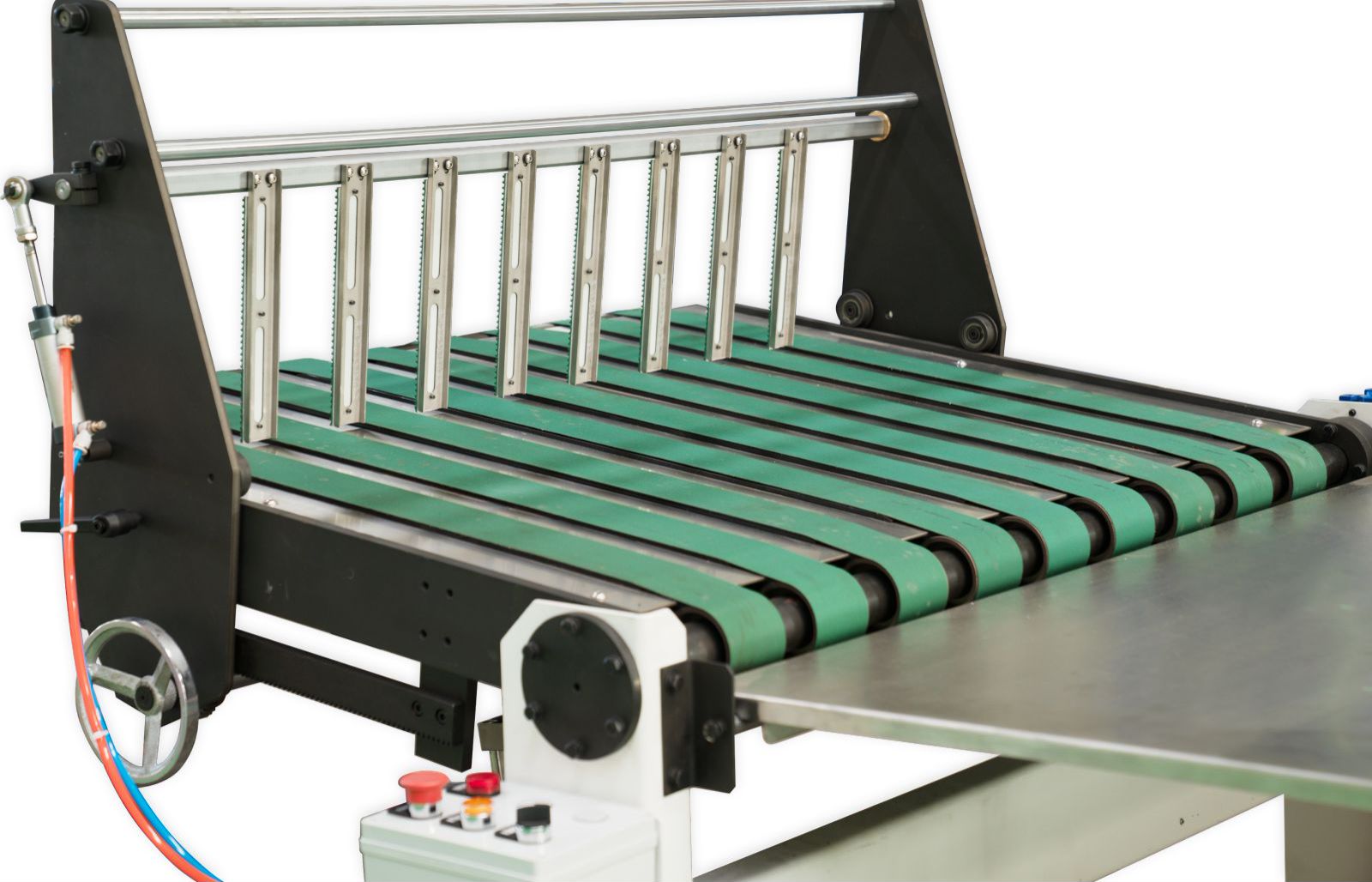
2.步骤安排(具有异常剔除功能)
①双袋、输送异常剔除功能
②垂直皮带右侧可通过伺服数据进行调整
袋筒从上道工序进入后,由下部输送带与上部加速整理带夹持送至步进同步带,同时右立带对过往每个制袋气缸做左右齐动动作,直到纸袋侧面贴到步进同步带挡块,加速整理带呈打滑状态,但袋筒不会送过去,袋筒定位贴近步进距离与同步带挡块,送至下道工序。
3.中心距直接压印、45°对角压印(带穿孔机构)
双头袋桶同步加工输送
袋筒由上下辅助输送轨道及上下主输送轨道送至中心距直接压印(中心距可调:260-700mm),然后进入前后45°压印(为袋口展开预印折痕做准备)。这里第一个45°压印是固定的不用调整(出厂前位置已调好),而后面的45°压印则需要根据袋筒宽度进行调整(伺服数据可调)。
4.袋口耳直切
切口长度计算:
①底宽折叠长度-底宽/2-35mm(30-35mm最佳)=裁切长度
{例:如果底部宽度为100mm,则折叠长度需为125mm(最小可为120mm),
切口长度为125-100/2-35=40mm(注:前切口长度+5mm)};
②切口宽度根据袋底宽度同步变化,其宽度为:袋底宽度/2+35mm(切口可为30-35mm)。
袋口左右两侧各切两个切口,切口长度手动调节,根据袋管宽度及底部宽度的需要调节袋口直切口(可调整伺服数据)。
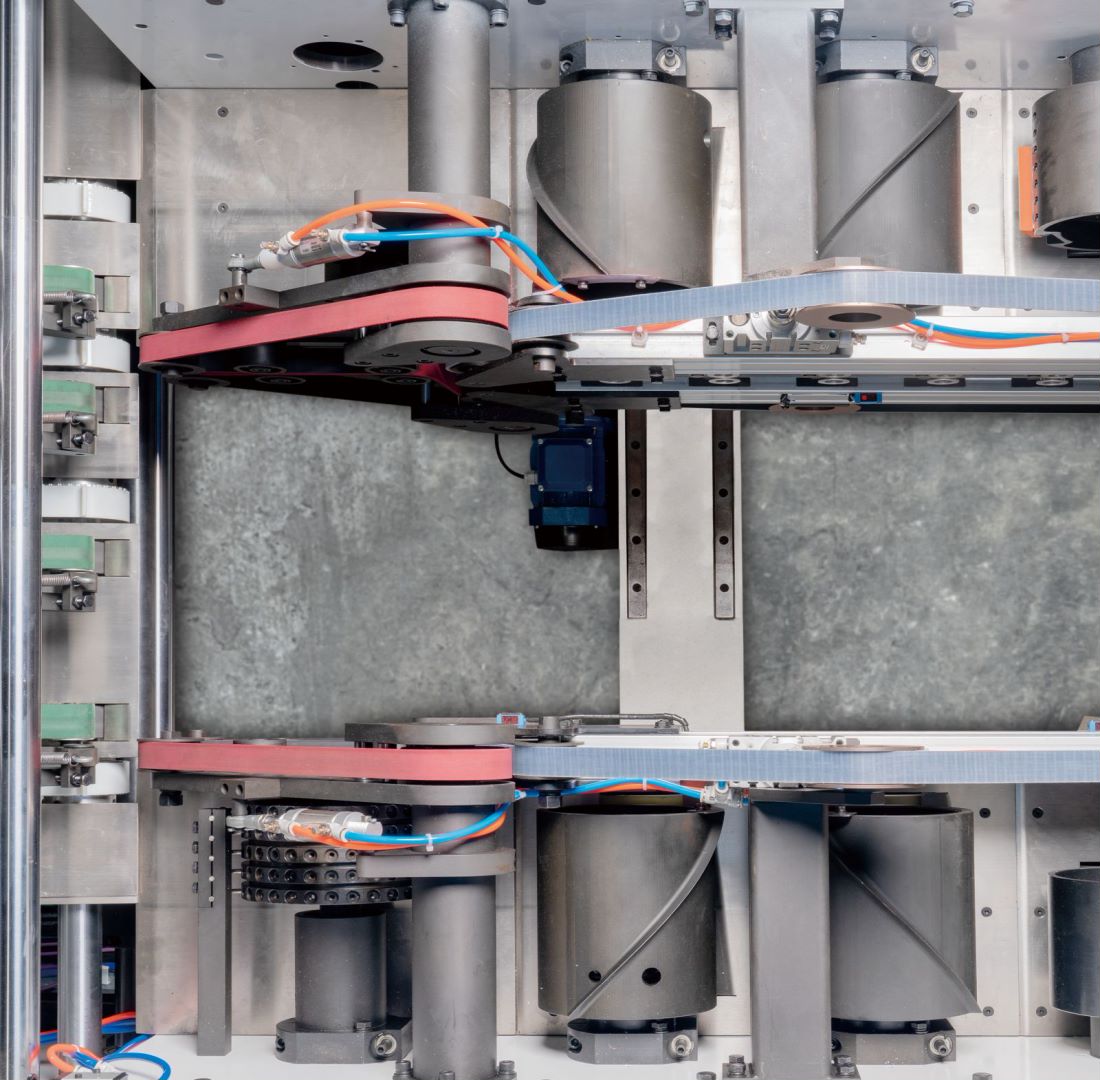
5.吸开并伸展,用角抚平
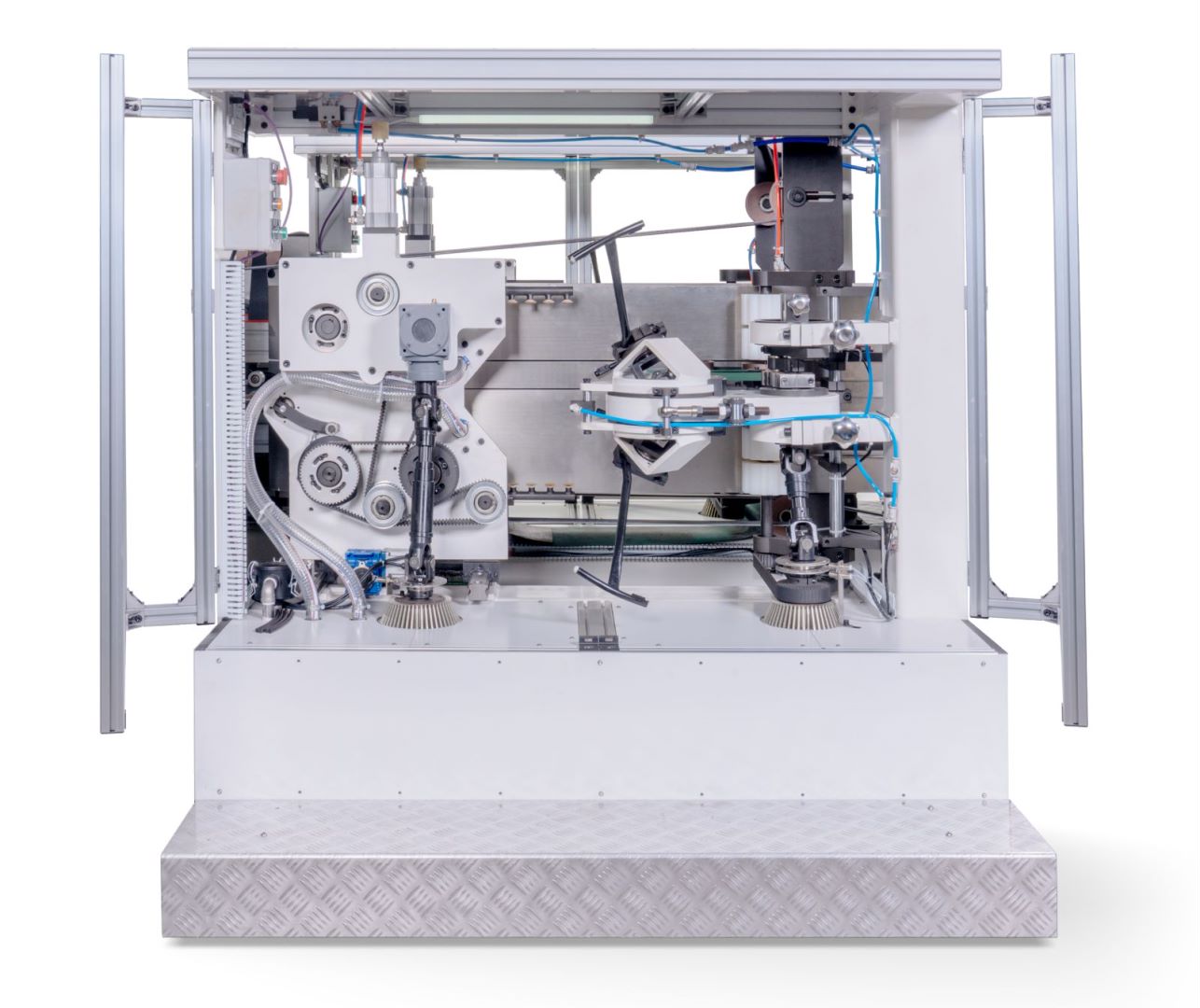
真空分配板与吸气臂作相对旋转工作
袋管经过直接压印、45°压印、直切口等预处理后,吸风机构将同步打开袋管,形成锥形开口,吸风由真空分配板和上下吸风臂的相对旋转实现,袋管打开到80mm高度后,将上下喇叭口插入袋管内,调整喇叭口延时功能后,喇叭口尾部从后切口处伸出,将后喇叭口抹平后送入整形压轮内。(注:吸风打开、喇叭口前后可调整伺服数据及延时功能手动调整,一般情况下不调整)。
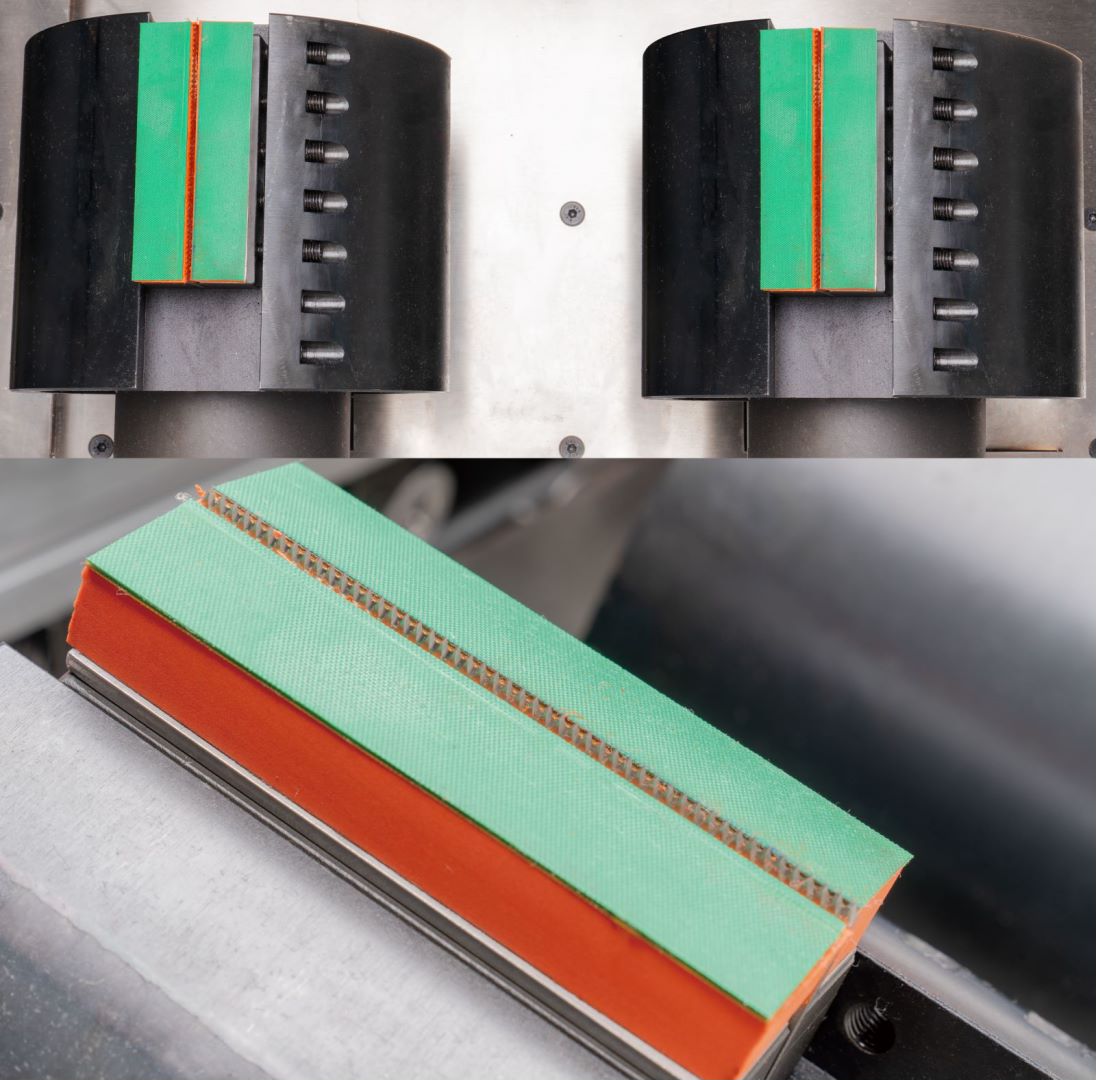
6. 第一个阀门插入(可选)
袋桶展开并输送至零位检测区域进行异常检测
- 当阀口纸条正常展开时,纸条正常上胶,并送至过去已正常展开的袋筒对应位置,完成工序插接;
- 当展开异常时阀口纸条未夹紧时,转为拒送状态,将展开异常的袋筒通过后台的异常拒送功能送出。

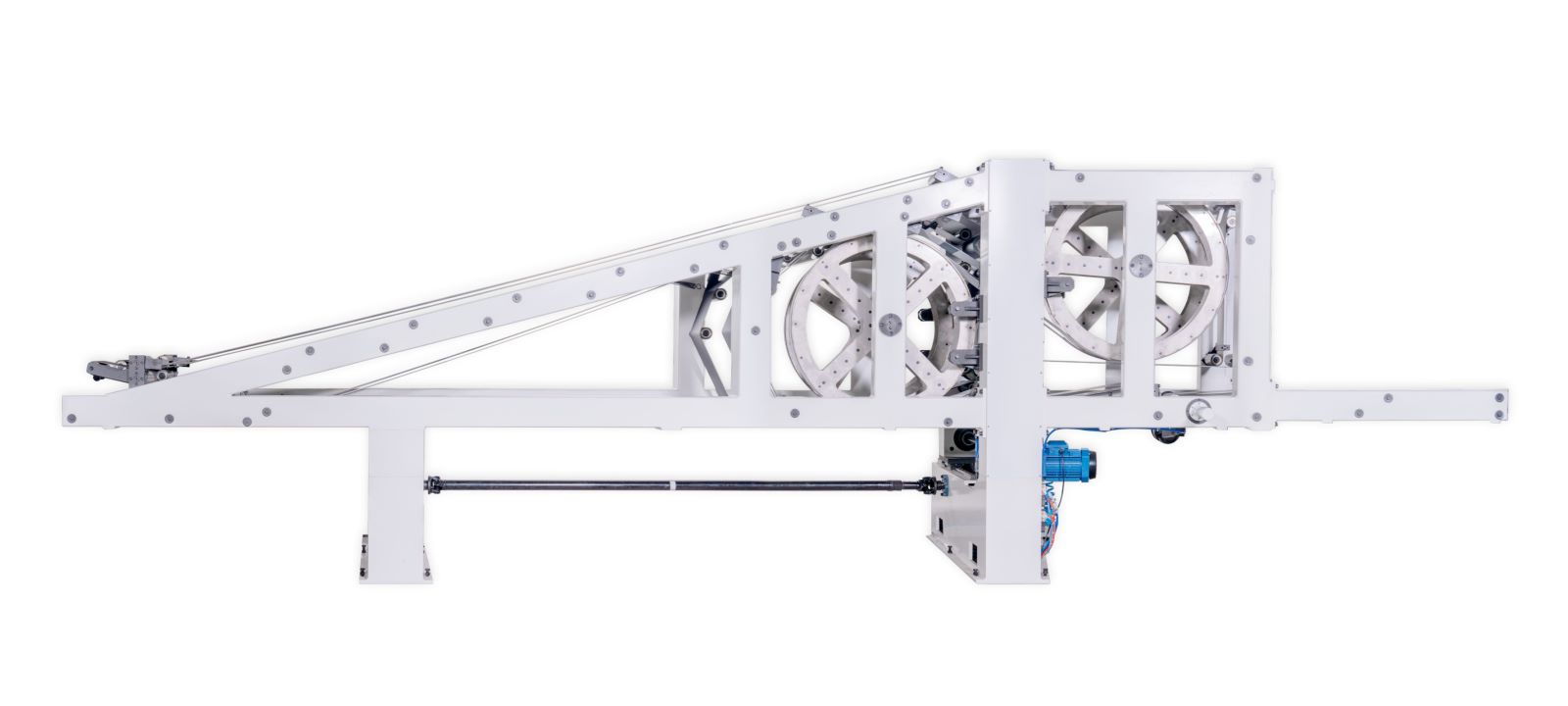
3、阀口纸由牵引辊组伺服定长驱动,纸卷架电机自动同步恒张力放卷,每运行到牵引辊组设定的定长时,切纸刀对纸张进行一次切断,但不切断,保持连接状态,并输送至辅助牵引辊组至折叠辊进行分纸,经内输送辊、外输送带输送至夹纸处进行夹持、涂胶,将其夹持、涂胶到袋桶相应位置,完成工艺插装(一切复杂形式的阀口工艺均可)。
7.二次阀门插入(附加选项)

- 纸条的长度由伺服数据固定;
- 夹持长度可通过伺服数据调整,当夹持位置增大时,刀具位置需向前调整。当夹持位置减小时,刀具位置需向后调整;
- 通过伺服数据调整阀口纸插入位置(前后);
- 偏置板可更换为垂直悬挂式;
- 供胶量可调功能。
8.阀端单面内增强插入(可选)
- 袋管展开后输送至零位检测区域,当展开正常时,内加强纸条正常夹紧上胶,然后送至相应位置,完成工序插接;当展开异常时,内加强纸条未夹紧纸张转为拒收送出状态,稍后由异常拒收功能送出。
- 工作流程:在牵引辊组的伺服定长牵引下,纸卷架电机同步恒张力自动放卷,并在每个操作步骤到达牵引辊组设定的定长时,切纸刀将纸张切断一次,通过折叠辊内送、外送输送带送至夹纸处进行夹紧、上胶,夹持在袋桶相应位置上完成工艺插装(可加工一切复杂形式的内修工艺)。

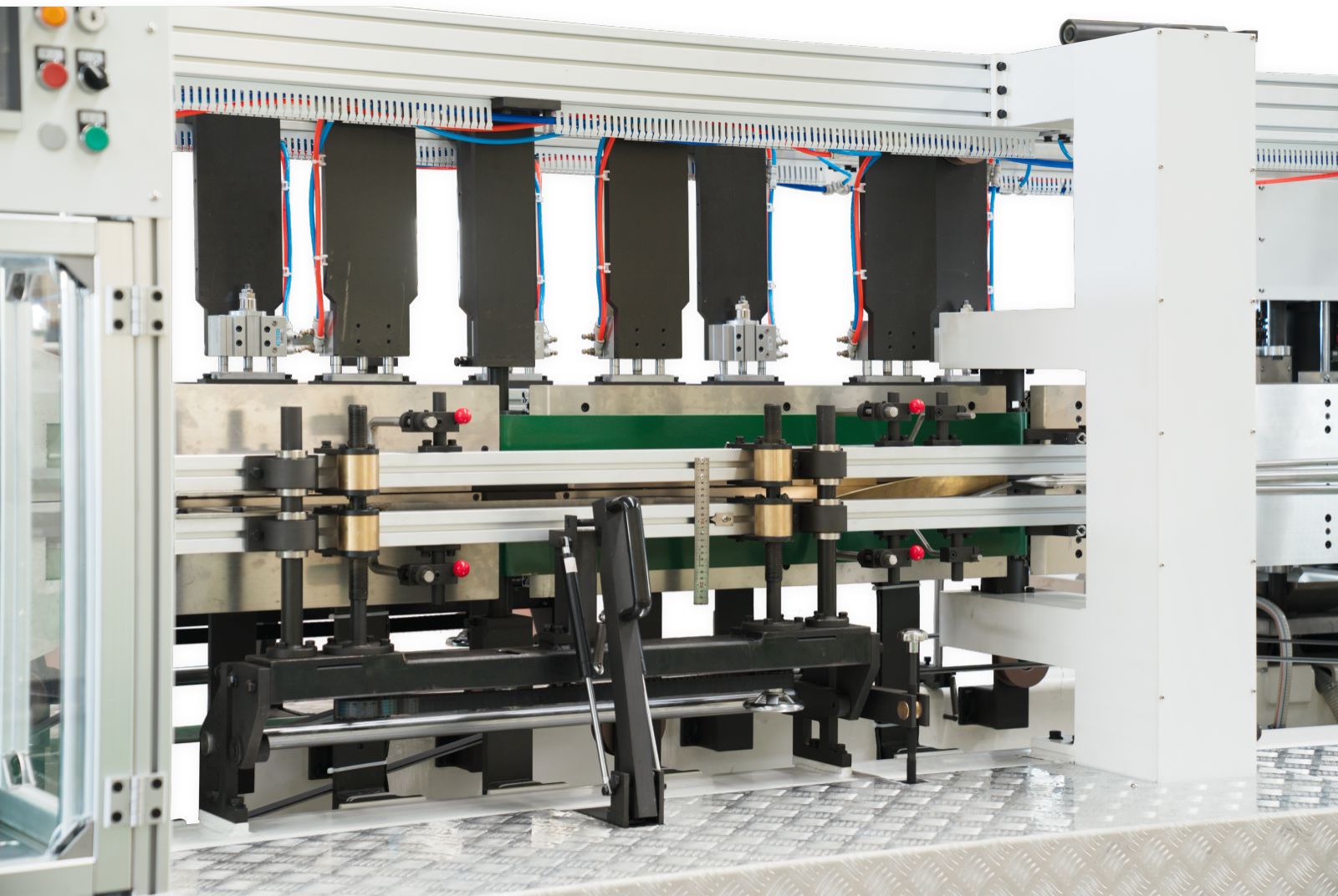
9.底部压印和底部涂抹

涂胶前后的位置可根据伺服数据进行调整。
袋筒进入底部压花、合底胶工序。底部压花预压花是为底部成型的折叠做准备(一般情况下,底部宽度压花的尺寸等于袋子底部的宽度,常用的底部宽度有:100、105、110、115、120、130、150、160、180mm)。底部压花完成后进入底部涂胶工序,涂胶版面根据生产工艺要求设计好,并固定在挂板上,需要时将设计好的胶版人工挂在涂胶铝轮上,涂胶铝轮上下各有一组,旋转为一圈进行两个袋子的涂胶。上下涂胶限制区不能压到压花底部,否则影响成型效果。当前表面零位检测异常时,本单元流程将拒绝涂胶命令。
10.底部闭合和成型
折叠成型
•粘合和塑形
袋管依次经过折叠成型、涂胶定型等工序。袋管进入成型后,成型心板起上下固定作用,固定点为底部压花线内侧(心板上下距离不能大于底部压花线,比压花线尺寸小3-4mm,与袋管厚度、层数有关),在输送的推动下,袋管上下两侧预折至90°,进入上下垂直带辅助推动,由上翻成型板将袋管上侧向下折叠至180°,由上翻成型板将袋管下侧向上折叠至180°(上下延时距离300m)。折叠完成后,通过锥形轮对折叠边缘进行固定、压实、预粘合并输送至下一道工序。
11.外部增强插件(可选)
•可加工工艺:
二维码虚拟切口、普通补强纸、热熔胶补强纸
1、纸条长度由伺服数据固定,跟踪色标;
2.夹持长度可通过伺服数据调整
当夹紧位置增大时,应将刀位向前调整,当夹紧位置减小时,应将刀位向后调整;
3.阀口纸插入位置(前后)由伺服数据调整

4、涂胶辊与贴管错位槽的安装;
5.无需更换胶板;
6.可调定量供胶功能
整个糊底成型后是外加补强纸条的主体部分,是产品美观的保证,糊底效果直接影响产品质量及价格。, 袋管展开后输送至过零检测区进行异常检测,展开正常时内加补强纸条正常夹紧上胶,送至相应位置完成工序插接,展开异常时外加补强纸条不夹紧转为拒送状态,后续有异常拒送功能。
12.翻底和压实(异常拒绝)
•将垂直方向翻转为水平方向
•促进后续序列底部压实步骤
工序:加工好的袋底进入后,中心扶手及上下托板继续向前直线运动,经上下翻杆(可根据工艺要求选择向下翻动或向上翻动)相对作用后,袋底开始由内向外水平翻转,进入压实带组进行整形粘合。
13.小S压紧机构/简易压紧机构(选配)
压缩机制主要有两种类型:
小S压实机构主要特点是压实线呈S型,线路较长,压实效果光滑不起皱,胶水粘接更全面牢固,填充密封性更强;简易压实机构主要特点是简单,压实线呈斜坡型,压实线中等,压实效果较小S稍弱,但胶水粘接效果相同。
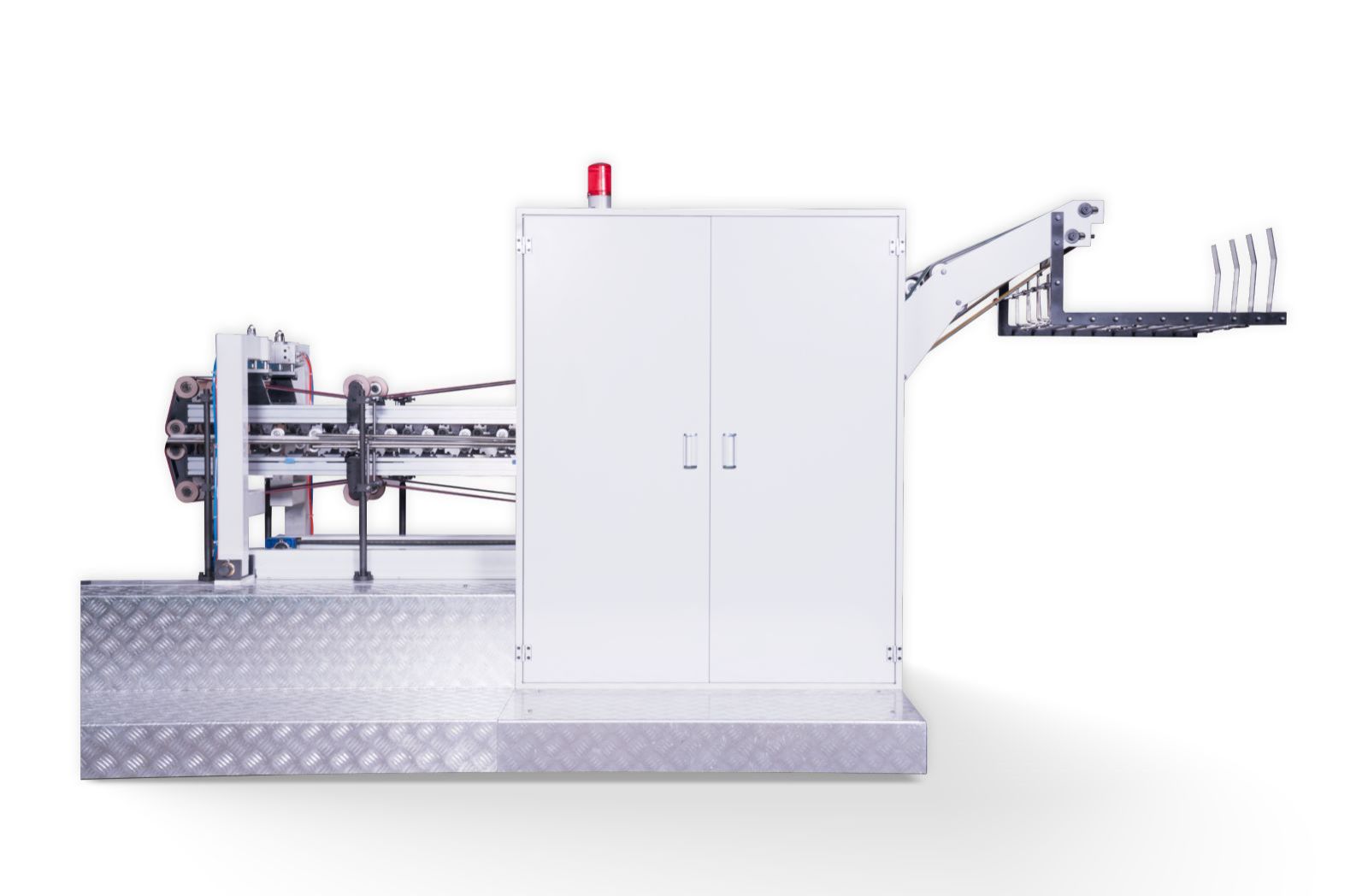
14.计数、堆垛、输出
压制输出后机械计数堆叠送料,堆叠数量可根据生产需要设定。
客户反馈:
某知名食品加工企业高管表示:“得盛智能科技的全自动阀袋纸袋包装机大大提高了我们的生产效率,同时减少了生产过程中的浪费,这是一个非常重要的进步。”
未来展望:
得盛智能科技将继续致力于研发更先进的包装解决方案,满足不断变化的市场需求,期待与更多合作伙伴携手推动包装行业的创新发展。